
Новый способ изготовления деревянной шпалы
В настоящее время в России остро ощущается дефицит древесины для изготовления шпал. Это обусловлено, с одной стороны, малым сроком службы сосновых шпал (15 лет) и, с другой стороны, ограниченным запасом в европейской части России спелой древесины диаметром 35 см и более. Вместе с тем в странах Европы и Америки шпалы изготавливают из древесины твердых лиственных пород (срок службы 50 лет).
Для получения дешевых деревянных шпал с большим сроком службы предлагаются различные способы. Известна технология изготовления шпал из натуральной древесины с установкой в местах крепления подошвы рельса прокладок из прессованной древесины с направлением волокон параллельно оси шпалы. Однако такая шпала недолговечна, поскольку при движении поезда перемещение металлической подкладки в горизонтальной плоскости приводит к износу древесины под ней. Кроме того, прокладка из прессованной древесины значительно удорожает шпалу.
Авторы предлагают помещать цилиндрическую заготовку из древесины мягких лиственных и хвойных пород в пресс-форму, затем ее пропитывать в масляном антисептике, прессовать и сушить. В результате получают шпалу, по прочности не уступающую шпале из древесины твердых лиственных пород. Однако и такая шпала недостаточно долговечна. Износ древесины под подкладкой при эксплуатации происходит поперек волокон. Во избежание этого предлагается перед обработкой на заготовку в местах крепления подошвы рельса укладывать пластины из натуральной древесины толщиной 20 мм с направлением волокон перпендикулярно оси заготовки в горизонтальной плоскости.
Сопротивление истиранию у прессованной древесины в два раза выше, чем у натуральной, а износ в направлении вдоль волокон в три раза меньше, чем поперек волокон. Следовательно, имея под металлической подкладкой прессованную древесину с направлением волокон параллельно оси рельса, т.е. в направлении возвратно-поступательного перемещения металлической подкладки, можно снизить износ в шесть раз по сравнению с древесиной обычной шпалы.
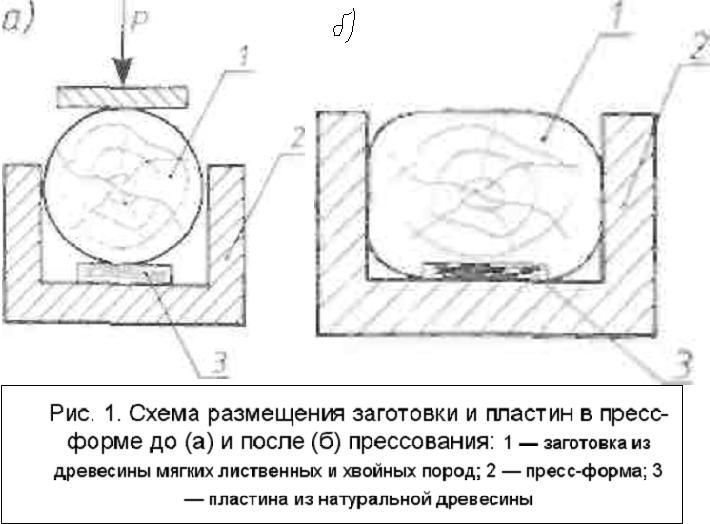
Изготовляют шпалу следующим образом. Заготовку (рис. 1) из древесины мягких лиственных и хвойных пород цилиндрической формы укладывают в пресс-форму. На заготовку укладывают в месте крепления подошвы рельса пластины из натуральной древесины тех же пород с направлением волокон перпендикулярно оси заготовки. Длина и ширина пластин на 20 мм больше соответственно длины и ширины подрельсовой металлической подкладки. Толщина пластины составляет 20 мм. Заготовки с пластинами в пресс-форме помещают в ванну с масляным антисептиком и прессуют с одновременной сушкой и пропиткой до получения готовой шпалы.
В результате древесина пластин уплотняется больше чем древесина шпалы, и ее плотность составляет 1000 кг/м3. Вследствие обжима волокнами древесины шпалы пластины прочно удерживаются в ее теле.
Ускоренные испытания на стенде показали, что износ деревянной шпалы, изготовленной по усовершенствованному способу (рис. 2), под металлической подкладкой в пять раз меньше, чем у обычной деревянной шпалы, и в три раза меньше, чем у шпалы без пластины.
Предлагаемый способ позволяет повысить срок службы деревянной шпалы в три раза по сравнению с известными, и таким образом продлить его до 55—60 лет.